KN���x�C���P�Ͳ������ĥͿ��
���£�2013-9-5 10:18:21 �c����
- �aƷƷ��
- �aƷ��̖
- �aƷ����
...
�aƷ��B
�������c
�� С�w�������ع̻�����ˮ������A���g
�� �c������ľ��кܸߵĽY�Ϗ���
�� ���治���ʣ�ʩ�����㣬��ʩ���ˆT�o�ܸ��gҪ��
�� �m���ڶ�Nĥ�p�����g���r���ޏͺͷ��o
�aƷ��;
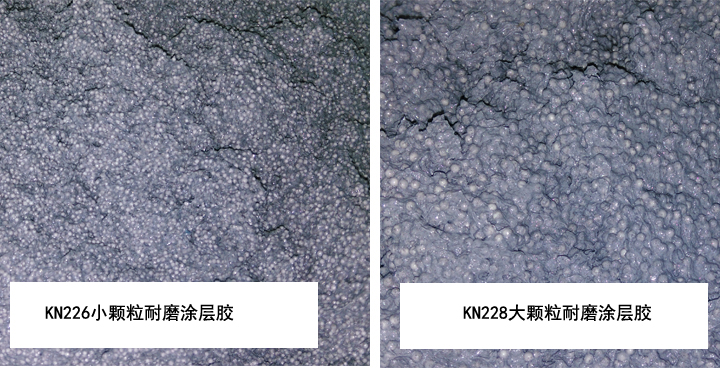
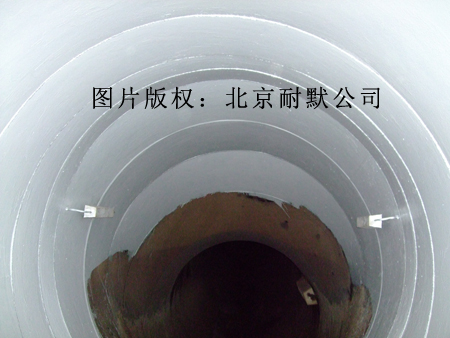
���x�C������ĥͿ�����ɸ�������ĥ�w��(̼���衢����ɰ��)�c�������g��ĥ��֬�M�Џͺϵõ��ĸ�������ĥ�ۺϲ��ϡ����ڴ��x�CͲ�w�Ƃ���ĥ���oͿ�ӣ��C�����܃���ճ���z��ճ�մɝLͲ��
ʹ�÷���
1. ����̎��������̎����λ�M�дֻ�̎������ĥ�C��ĥ��ɰ�ȣ����ֻ�̎���^�ı����M����ϴ��̎���^�ı��摪�Ǵֻ��ĸ������r���ı��棬���ґ��o���ۡ��o�ۉm��
2. ���ƣ���������4��1��A��B�ɽM�ݻ�Ͼ�����30min�����ꡣһ����߅ʩ��߅���ã�һ������������ܳ��^1.5���һ���{���^�࣬�z���̵Ŀ죬߀�]�����ѽ��������̶�����ʹ�á��ɸ������H�ضȶ�����m�����䣬�����m�����䡣�����^�ͿɌ�A�M���m���ӟ��Խ���ճ�ȱ������á�
3. Ϳ��KN���x�C������ĥͿ�Ӻ��m��Ϳ�Ӻ����1��5mm��������ϺõIJ�������Ϳ���ڴ���λ����һ��Ҫ������ʹ֮�c���ij�ֽ�����Ϳ��Ϳ���ߴ����Ҫ��ƽ���������ϲ����M�ЙCе�ӹ�����ע�����Ϳ�Ӻ�ȣ������b���г��F����F��
4. �̻���25��̻�24С�r��Ͷ��ʹ�ã����ضȵ͑����üӟ�����L�̻��r�g�����M�̻���һ�㶬��ʩ�����õ��u����Ϳ��40cm�ľ��x�M������Ӝء�
���܅���
KN���x�C������ĥͿ������Cе���ܱ�
�ɫ ��������
(kg/cm2)
GB1042-79 ���쏊��
(kg/cm2)
GB6329-86 ��������(kg/cm2)
GB/7124-86 ���Џ���(kg/cm2)
GB/1041-79 -
��ɫ/�{ɫ/�Gɫ/�tɫ 510 365 990 135 -
���C��ĥ����
�Ĺ����ض�KN���x�C������ĥͿ�ӹ̻����Ա�(�yԇ�l�����ض�20��25�棬�������55)
����
��B �����r��
(25��) �̻��r�g
(25��) ���C��ĥ����
�Ĺ����ض�(��) �ܶ�
(g/cm3)
��� 25min 24h -60��110 2.3
�e�f��
1. �������錍��җl����ȡ�ã����ڌ��H���r���^���s�����h�Ñ��������H���r���A�yԇ��
2. ���h���ضȵ���15��r���̻��r�g�����L������ȡ�m���Ӝش�ʩ��
3. ���h���ضȸ���25��������^��r���̻��ٶȕ��ӿ죬Ҫ�m���s�̻�Ϻ��Ϳ��r�g��
�\ݔ�A��
ꎛ�����̎���]�A�棬���|��1�ꡣ�\ݔ�б���ã��������������Σ�UƷ�\ݔ��
����aƷ